ISOLAR Kompass

EDGE SEAL IN INSULATING GLASS
Insulating glass consists of two or more panes of glass, which are hermetically sealed (air-tight or gas-tight) at the edges by an edge seal. The inter-pane space created by the use of spacers is usually filled with the noble gases argon or, in rare cases, krypton, and due to their properties, the heat transfer through the insulating glass is reduced. In addition to the thermal transmittance coefficient for the glazing (Ug value), there is also a length-related thermal transmittance coefficient (Psi), which describes the heat loss along the length of the edge seal in the framing system. Besides contributing to the energy balance of buildings, the inter-pane space also influences the acoustic properties of the glazing. The edge seal system thus influences a large number of properties of insulating glass.
Edge seal systems in Europe usually consist of a two-stage design: The primary edge seal helps maintain air and gas tightness, while the secondary edge seal provides long-lasting geometric stability.
The spacer has an important role in the primary sealing stage. The spacer forms the largest gas/moisture barrier in terms of surface area. Also, the cavity of the spacer is filled with desiccant and polyisobutylene (butyl) is applied to the flanks of the spacer. The spacer thus not only has the function of „holding apart“ the glass panes, but also influences the building physics properties of the edge seal.
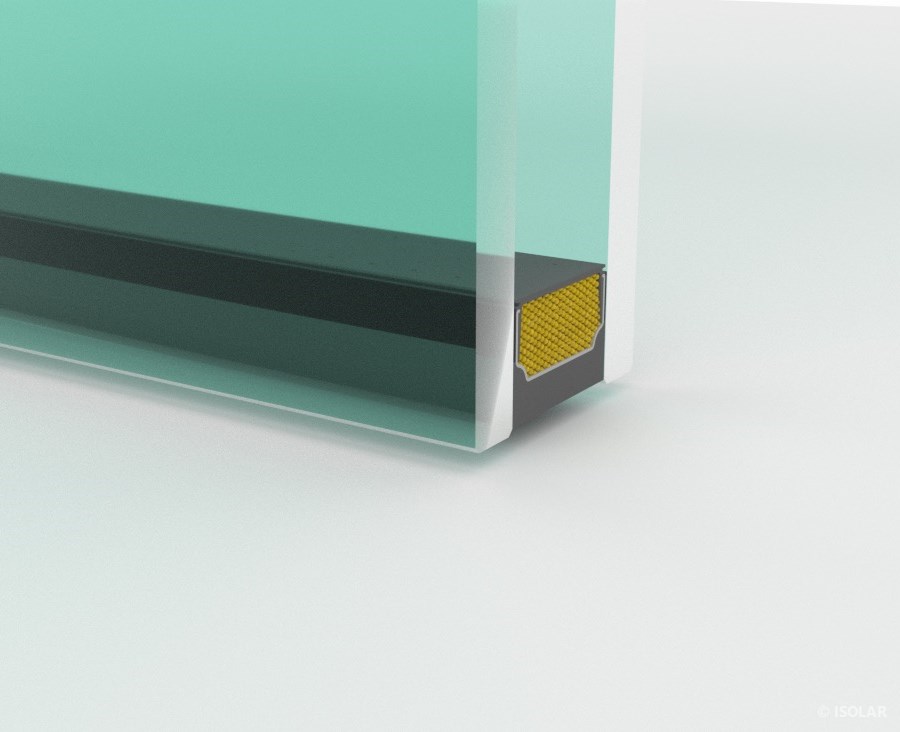
In this area, the insulating glass panes have a lower insulation value than in the centre of the pane due to the edge seal geometry and the materials used. This insulation value can be improved by using highly advanced spacers.
Specification of spacers with the lowest Psi-value is not always advisable, because ultimately the spacer is only one element and it has to work together with the other components to not only minimize the heat flow, but also to provide long-lasting geometric stability, and ensure the gas and moisture tightness of the insulating glass pane. Most insulating glass manufacturers have a selection of particular spacers which you work with on a daily basis and which have passed the necessary standard tests.
NORMATIVE SPACER CATEGORIES
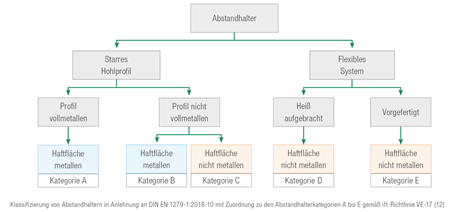
Starres Hohlprofil
Flexibles System
TYPES OF SPACERS
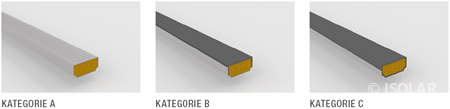
Rigid Spacers
Many years ago, rigid, metal spacers (category A) made of aluminium were the standard. Spacers improved for thermal performance were made of thin stainless steel. Meanwhile, hybrid spacers made of plastic and metal (category B) have established themselves as the standard among most manufacturers. This diffusion barrier plays a decisive role as a bonding surface for the primary and secondary sealants in the durability of the whole MIG system, which is why the rear surface of the spacer is always made of metal. The Psi values achieved with this are significantly improved compared to the original products. In addition, most of these rigid products can be processed on existing equipment.
Another type of rigid spacers are made of plastic. Due to the high gas and moisture permeation of plastics, these spacers have a barrier film applied to the rear surface of the spacer. However, for some years now, multilayer non-metallic composite films have also been used as diffusion barriers in these profiles (category C) to prevent the permeation of water vapour or noble gas. Currently, the lowest psi values can be achieved by using them. The processing of such systems often involves additional efforts and has not yet become established as an industry standard.
In all the rigid spacers mentioned, the desiccant is filled in the cavity of the profile. Together with the butyl on the flanks, the spacer thus forms the primary stage of the sealing. The desiccant-filled, butylated spacer frames are prefabricated and installed during the assembly of the insulating glass units.
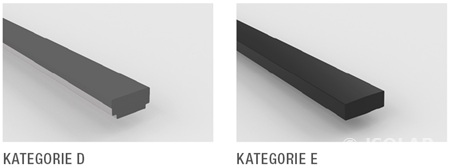
Flexible Spacers
In flexible systems, the spacer is automatically applied to the pane in the insulating glass production line. A distinction is made between hot-applied spacers (category D) and prefabricated profiles (category E). In both cases, the desiccant for dehumidifying the inter-pane space is integrated in the spacer. These systems have good thermal performance properties, but require special production lines.
Corner Designs of Spacer Frames
Over the years, spacers with different types of corner geometries have been developed. Depending on the different profiles, the different corner designs have certain advantages and disadvantages.
The most frequently used profiles of the category A & B are mostly made with bent corners. In this process, the profiles are bent by a machine, which results in a slight curvature in the corners. They have become established, primarily in terms of quality, due to the continuous vapour and gas barrier they provide. There are hardly any variations in production technology, which is why they are probably the most widespread corner design.
Plugged corners are another variant. Here, the hollow profiles are joined together by means of plug-in connectors. This results in an almost perfect right-angled design of the spacer in the corners. Production is mostly manual and hence involves a certain amount of extra effort. Most often, prefabricated butylated corner connectors are used. When carefully executed, the insulating glass quality meets the most stringent requirements.
Welded spacers are a special feature. These can be produced from plastic profiles, depending on the production equipment technology of the spacer manufacturer. In this process, the profiles are mitered and welded together. When applying prefabricated flexible spacers, the corners of the spacer profile are cut out, which is why an almost perfect right-angled design can be achieved. In the recess of the corner, the diffusion barrier is not damaged and thus remains permeable. In the application of hot-applied spacer profiles, the material is mechanically applied via a nozzle. This creates a minimal curvature in the corners.
Each of the corner designs has its advantages and disadvantages. All manufacturers have specialized in certain systems based on their production equipment technology. Insulating glass manufacturers can substitute spacers or the corner design geometry (plugged, bent, welded) within the scope of existing tests, without the need for further initial type tests. The exact requirements for this can be found in the corresponding standard for insulating glass, EN 1279. The rules for substitution by other materials in the edge seal are also defined in it.
Toleranzen des Randverbundes
Due to their thin-walled, flexible profile, spacers are subject to certain tolerances. These possible deviations usually have no influence on the functionality of a multi-pane insulating glass and are rarely a ground for customer complaint.
Position Tolerances
If we also consider the tolerances of the glass elements used, there may be a deviation in the position of the spacers or their straightness may be affected. Correspondingly, this can also result in a certain offset in the glazing that has more than one inter-pane space. The applicable tolerances can be found in the latest Standards Manual or the Tolerance Manual.
Optical Appearance
Usually, markings are affixed on the spacer to ensure the traceability of materials and elements. Their colour, size, type and affixture may vary depending on the production technology used. In rare cases, fingerprints or desiccant residues may also be visible on the spacer. They do not impair the function or transparency of the insulating glass and are not to be considered a defect.
Butyl squeezing in between the glass and the spacer
In some isolated cases, butyl may enter into the inter-pane space in multi-pane insulating glass (MIG). In such cases, this phenomenon usually occurs at a point in time after the glazing process. This can be caused by high temperatures in the rebate area or by excessive contact pressure on the edge area of the glazing. Comparative tests by the Bundesverband Flachglas (German Federal Flat Glass Association) have shown that butyl entering into the inter-pane space in all-sided MIG installed in windows and façades is a purely visual characteristic that has no effect on the durability of the MIG in the installed state. Butyl penetration up to a height of 3 mm does not impair the functionality of the MIG and therefore does not constitute grounds for customer complaint (see information sheet: Bundesverband Flachglas „Butyleintritt im Scheibenzwischenraum” (German Federal Flat Glass Association “Butyl entering the inter-pane space“).
